




 |
Dao phay ren cuối 25mm Cacbua End Mill Răng đầy đủ
Thông tin chi tiết sản phẩm:
| Nguồn gốc: | Trung Quốc |
| Hàng hiệu: | BWIN |
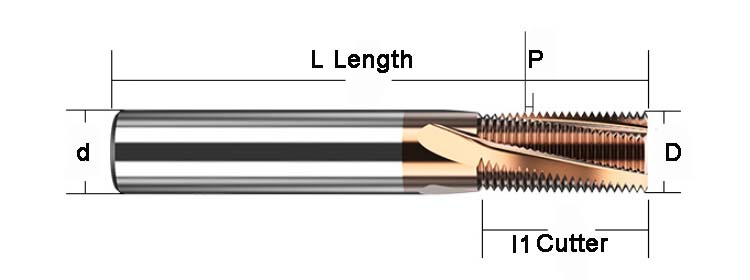
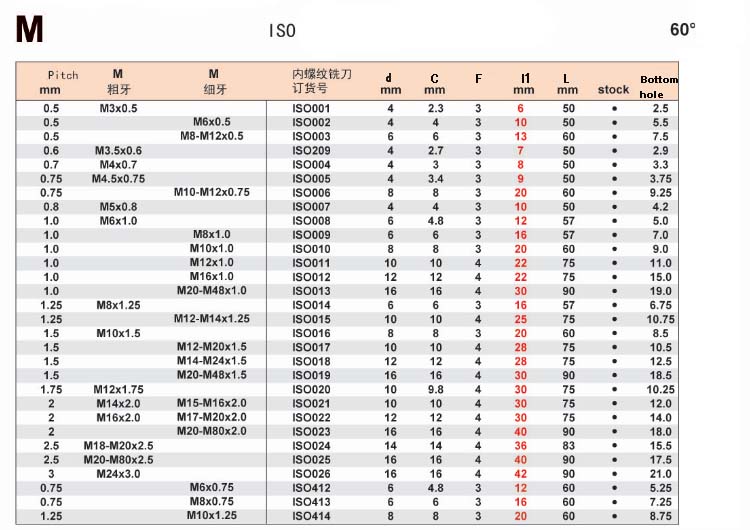
| Số mô hình: | M12x1.75-D9.8x30x75 |
Thanh toán:
| Số lượng đặt hàng tối thiểu: | 1 cái/hộp |
|---|---|
| Giá bán: | Negotiable |
| chi tiết đóng gói: | hộp nhựa |
| Thời gian giao hàng: | 7 ngày làm việc |
| Điều khoản thanh toán: | T/T, Công Đoàn Phương Tây |
| Khả năng cung cấp: | 1-10000 chiếc 7 ngày |
|
Thông tin chi tiết |
|||
| tên sản phẩm: | Dao Phay Sợi Cacbua 25mm | Người mẫu: | Dao Phay Cuối Ren Xoắn Ốc 3flut |
|---|---|---|---|
| Vật chất: | Dao phay có thể lập chỉ mục cacbua vonfram | phôi: | Gang/Thép/Thép không gỉ/Nhôm |
| Cách sử dụng: | phay | lớp áo: | TiAICN |
| góc của răng: | 55°,60° | Tính năng: | Độ bền của răng cắt cao |
| Đăng kí: | máy phay | Bưu kiện: | 1 cái/hộp |
| Điểm nổi bật: | Dao Phay Cuối Ren 25mm,Cacbua End Mill 25mm,Cacbua End Mill Full Răng |
||
Mô tả sản phẩm
Dao phay ren M12x1.75-D9.8x30x75 TiAICN Phủ răng đầy đủ cacbua Dao phay ren cuối
Chi tiết nhanh:
- độ cứng cao
- độ chính xác cao
- Chống mài mòn tốt
- kết thúc tốt
- Chống rung mạnh
- Sống thọ
Sự mô tả:
- So với phương pháp xử lý ren truyền thống, phay ren có ưu điểm lớn về độ chính xác và hiệu quả xử lý, đồng thời không bị giới hạn bởi cấu trúc ren và hướng ren.Ví dụ, dao phay ren có thể gia công nhiều loại ren trong và ren ngoài với các hướng quay khác nhau.Đối với các ren không cho phép cấu trúc cắt chéo hoặc cắt xén, rất khó gia công bằng các phương pháp tiện truyền thống hoặc chạm và dập, nhưng rất dễ đạt được bằng phay CNC.Ngoài ra, độ bền của dao phay ren gấp mười lần, thậm chí hàng chục lần so với vòi.Ngoài ra, rất thuận tiện để điều chỉnh đường kính ren trong quá trình phay ren NC, điều khó thực hiện với vòi và khuôn.
Thông số kỹ thuật:
|
hạng mục
|
HRC45
(YG10X )
|
HRC55
(YL10.2 & WF25)
|
HRC60
(Đức K44 &K40)
|
HRC65
(Sandvik H10F)
|
|
Thông tin chi tiết
|
Kích thước hạt 0,7um
co10% Độ bền uốn 3320N/mm2 |
Kích thước hạt 0,6um
co10% Độ bền uốn 4000N/mm2 |
Kích thước hạt 0,5um
co12% Độ bền uốn 4300N/mm2 |
Kích thước hạt 0,5um
co10% Độ bền uốn 4300N/mm2 |
|
Phân loại lớp phủ và lợi thế
|
|||||
|
Mục
|
Loại lớp phủ
|
AlTin
|
TiAlN
|
TiSiN
|
Naco
|
|
đặc trưng
|
Độ cứng (HV)
|
3300
|
2800
|
4300
|
42(điểm trung bình)
|
|
Độ dày (UM)
|
2,5-3
|
2,5-3
|
3
|
3
|
|
|
Nhiệt độ oxy hóa (° C)
|
900
|
800
|
1000
|
1200
|
|
|
hệ số ma sát
|
0,35
|
0,3
|
0,25
|
0,4
|
|
|
Màu sắc
|
Màu đen
|
đồng
|
Đồng và vàng
|
Màu xanh da trời
|
|
|
Thuận lợi
|
Độ ổn định nhiệt cao
|
thường cắt
|
Thích hợp để cắt nặng, và cắt độ cứng cao
|
Để cắt chính xác cao
|
|
|
Thích hợp cho tốc độ cao, cắt khô
|
Thích hợp để cắt khuôn thép, không gỉ
Thép |
Thích hợp để cắt độ cứng cao, gia công khuôn thép
|
|||
|
Thích hợp nhất cho các công cụ cắt cacbua, chèn tiện
|
|
|
|||
Để ý:
- Xử lý cẩn thận để tránh thiệt hại tác động.
- Việc xếp và dỡ dao phay phải được bảo vệ bằng giẻ để tránh tay bị thương hoặc lưỡi dao bị hỏng do rơi
- Trong quá trình phay, dao phay phải được tách hoàn toàn khỏi vật gia công trước khi khởi động máy để tránh làm hỏng dao phay do va đập vào vật gia công
- Khoảng cách giữa mép của dao phay và suốt chỉ càng ngắn thì càng tốt để giảm độ rung của dao phay.Chiều dài của máy cắt không được quá dài
- Chọn dao phay ngón chính xác và phù hợp để phay đối tượng làm việc, đồng thời chọn tốc độ cắt và cấp liệu theo vật liệu của đối tượng làm việc
- Khi dữ liệu cắt không rõ ràng, tốc độ nạp (tốc độ nạp) sẽ được giảm xuống để thử nghiệm, sau đó dữ liệu xử lý sẽ được hiệu chỉnh dần dần để đạt được hiệu quả sản xuất lý tưởng.Không tiến nhanh để gây hư hỏng hoặc thương tích cho dao phay.
Các ứng dụng:
Thép tiền cứng, thép không gỉ, Thép khuôn, thép tấm, Thép chịu nhiệt, ống, đồng và nhôm, gang, Kim loại màu, Gỗ, Nhựa, FRP và các sản phẩm khác.Vận hành với mục đích chung là xẻ rãnh, cắt rãnh, định hình.
![]()
Câu hỏi thường gặp
1. Mặc sườn?Khả năng chống cắt cao hơn, Độ mòn rãnh khía ở sườn, Độ nhám bề mặt kém hoặc suy giảm độ chính xác.
Lớp phủ mềm, Tốc độ cắt quá mức, Góc sườn nhỏ, Bước tiến thấp.
Chọn loại cao hơn, chống mài mòn, Giảm tốc độ cắt, Tăng góc sườn, Tăng bước tiến.
2. Miệng núi lửa?Chip không được kiểm soát, Chất lượng bề mặt kém, khi hoàn thiện Thép carbon xử lý tốc độ cao
Lớp phủ mềm, Tốc độ cắt quá mức, Bước tiến quá mức, Độ bền của máy bẻ phoi Không đủ.
Thay đổi sang cấp độ chống mài mòn cao hơn, Giảm tốc độ cắt, Giảm bước tiến, Chọn máy bẻ phoi có độ bền cao hơn.
3. Sứt mẻ?Lưỡi cắt bị gãy đột ngột (mặt cào và sườn), Tuổi thọ hạt dao không ổn định
Độ bền không đủ, Tốc độ nạp quá mức, Độ bền của lưỡi cắt không đủ, Tính không ổn định của dụng cụ.
Chọn cấp độ cứng hơn, Giảm tốc độ nạp, Tăng mài giũa lưỡi cắt (từ vát mép thành làm tròn), Tăng độ ổn định và góc đặt
4. Chèn gãy xương?Khả năng chống cắt tăng Độ nhám bề mặt kém.
Độ bền không đủ, Tốc độ nạp quá mức, Độ bền của lưỡi cắt không đủ, Tính không ổn định của dụng cụ.
Chọn cấp độ cứng hơn, Giảm tốc độ nạp, Tăng độ mài sắc của lưỡi cắt (vát mép thành làm tròn), Tăng độ ổn định và góc cố định.
5. Biến dạng dẻo?Thay đổi kích thước Mòn mũi, độ rủ của lưỡi cắt hoặc thụ động hóa. khi gia công thép hợp kim Độ nhám bề mặt kém
Cấp độ mềm, Tốc độ cắt quá mức, Độ sâu cắt và tốc độ nạp quá mức, Quá nóng ở lưỡi cắt.
Chọn vật liệu cắt có độ cứng đỏ cao hơn, Giảm tốc độ cắt, Giảm độ sâu cắt và tốc độ nạp, Chọn vật liệu cắt có độ dẫn nhiệt cao hơn (CVD+đủ chất làm mát).
6. Build-Up-Edge?Phôi hòa tan với Lưỡi cắt Độ nhám bề mặt kém khi hoàn thiện, Độ bền cắt tăng, Cắt vật liệu mềm.
Tốc độ cắt quá thấp, Lưỡi cắt bị tù, Vật liệu dụng cụ không phù hợp.Tăng tốc độ cắt, Tăng góc cào, Chọn lực bám nhỏ.
Muốn biết thêm chi tiết về sản phẩm này